
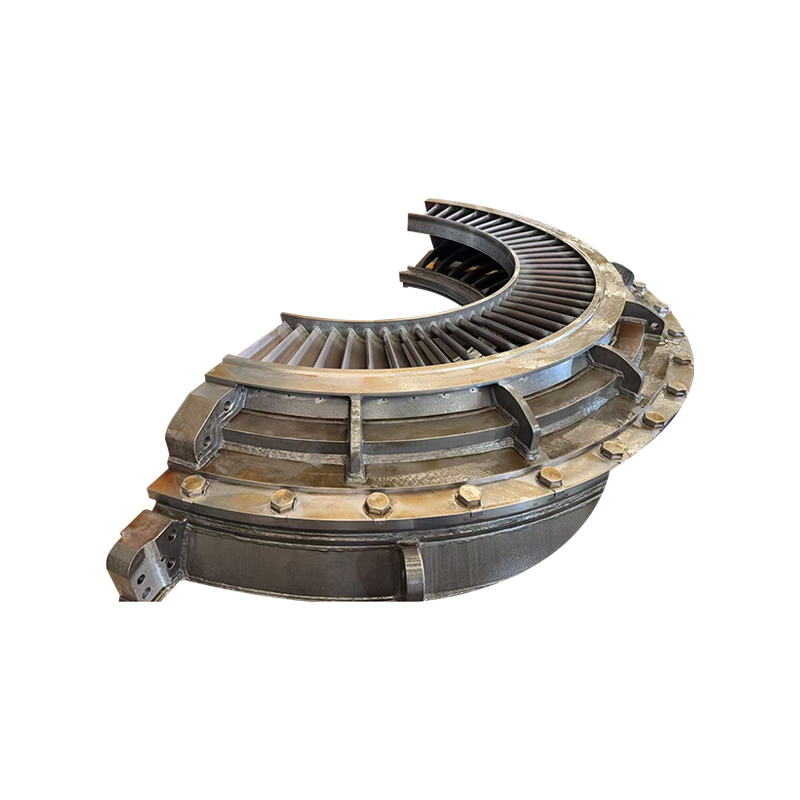
Паровые турбины являются важнейшими компонентами в производстве электроэнергии и промышленных процессах. Производительность, эффективность и надежность паровой турбины зависят от точности и долговечности ее компонентов. Среди них Конструкционные детали диафрагмы паровой турбины из углеродистой стали особенно важно. Эти компоненты включают внутреннее и внешнее кольца, а также неподвижные лопатки, направляющие пар через турбину. Поскольку они работают при высоких температурах, высоком давлении и интенсивных механических нагрузках, обеспечение их качества во время производства имеет важное значение.
Контроль качества при производстве диафрагм турбин из углеродистой стали включает ряд мер, охватывающих выбор материала, производственные процессы, точность размеров, механические свойства и окончательный контроль. Целью является производство компонентов, отвечающих строгим требованиям к производительности и безопасности, при этом сводя к минимуму риск отказа во время эксплуатации.
1. Выбор и проверка материалов.
Первым шагом в контроле качества является выбор подходящей углеродистой стали для компонентов диафрагмы. Материал должен обладать высокой прочностью, жесткостью, устойчивостью к высоким температурам и коррозии. Поставщики тщательно оцениваются, а сертификаты материалов проверяются на предмет соответствия отраслевым стандартам. Анализ химического состава проводится для подтверждения соответствия стали требуемым характеристикам. Сюда входит тестирование на содержание углерода, легирующих элементов и примесей, которые могут повлиять на механические свойства.
2. Входной контроль материалов
При получении сырой углеродистой стали проводятся тщательные проверки, прежде чем материал поступит в производство. Визуальный осмотр позволяет выявить поверхностные дефекты, такие как трещины, включения или коррозия. Методы неразрушающего контроля, такие как ультразвуковой контроль или магнитопорошковый контроль, используются для обнаружения внутренних дефектов, которые могут поставить под угрозу целостность компонентов диафрагмы. Только материалы, прошедшие эти проверки, переходят на стадию производства.
3. Контроль термообработки
Термическая обработка является важнейшим процессом улучшения механических свойств диафрагм из углеродистой стали. Такие процессы, как отжиг, нормализация, закалка и отпуск, используются для достижения желаемой твердости, ударной вязкости и стабильности размеров. Меры контроля качества включают точный контроль температуры печи, продолжительности нагрева и скорости охлаждения. Для контроля процесса используются термопары и датчики температуры, обеспечивающие равномерную термообработку по всей детали. Осмотры после обработки подтверждают достижение желаемых механических свойств.
4. Точность обработки и контроль размеров.
Диафрагмы паровых турбин требуют очень точных размеров, чтобы обеспечить правильную посадку и функционирование. Процессы механической обработки, включая точение, фрезерование и шлифование, тщательно контролируются. Станки с ЧПУ обычно используются для достижения жестких допусков и стабильных результатов. Мероприятия по контролю качества включают внутрипроизводственные габаритные проверки с использованием координатно-измерительных машин, микрометров и штангенциркулей. Эти проверки гарантируют, что внутреннее и наружное кольца, а также неподвижные лопасти соответствуют проектным характеристикам. Любые отклонения исправляются немедленно, чтобы предотвратить распространение дефектов в производственном процессе.
5. Проверка профиля лезвия и качества поверхности.
Неподвижные лопатки диафрагмы турбины имеют решающее значение для эффективного направления потока пара. Профили лопастей должны точно соответствовать проектным спецификациям, чтобы оптимизировать преобразование энергии и минимизировать турбулентность. Качество поверхности также важно для предотвращения эрозии и снижения трения. Проверка лезвия включает в себя высокоточные измерительные инструменты и технологии оптического сканирования для проверки геометрии и качества поверхности. Визуальный осмотр выявляет дефекты поверхности, такие как царапины или заусенцы, которые могут повлиять на производительность.
6. Контроль сварки и сборки
В некоторых конструкциях диафрагмы для крепления неподвижных лопастей к внутреннему и внешнему кольцам требуется сварка. Контроль качества сварки включает в себя правильную подготовку соединяемых поверхностей, выбор подходящих сварочных материалов и точный контроль параметров сварки. Неразрушающий контроль, такой как радиографический контроль или ультразвуковой контроль, проводится для обнаружения внутренних дефектов, включая пористость, трещины или неполное проваривание. Проверка сборки гарантирует, что лопасти правильно выровнены и надежно зафиксированы, сохраняя структурную целостность диафрагмы.
7. Неразрушающий контроль компонентов.
Помимо контроля сварки, для обеспечения надежности всей диафрагмы применяется неразрушающий контроль. Обычно используются ультразвуковой контроль, рентгенография, магнитопорошковый контроль и дефектоскопия. Эти методы обнаруживают внутренние дефекты, поверхностные трещины и другие дефекты, которые могут поставить под угрозу производительность. Неразрушающий контроль особенно важен для деталей, работающих под высокими нагрузками, поскольку даже незначительные дефекты могут привести к катастрофическому отказу во время работы турбины.
8. Испытание механических свойств
Испытания механических свойств необходимы для подтверждения того, что диафрагмы из углеродистой стали могут выдерживать эксплуатационные нагрузки. Такие испытания, как испытание на растяжение, испытание на твердость и испытание на удар, проводятся на образцах материалов и компонентов. Эти испытания оценивают прочность, ударную вязкость и пластичность, гарантируя соответствие диафрагмы проектным требованиям. Термообработанные компоненты проходят повторные испытания, чтобы подтвердить, что процесс обработки достиг желаемых свойств.
9. Оценка коррозионной стойкости
Диафрагмы паровых турбин подвергаются воздействию высокотемпературного пара, который может ускорить коррозию. Меры контроля качества включают испытания на коррозионную стойкость, часто с использованием испытаний в солевом тумане или моделирования высокотемпературной коррозии. Для улучшения коррозионной стойкости можно применять покрытие или обработку поверхности, а их эффективность проверяется посредством контролируемых испытаний. Этот шаг гарантирует, что диафрагмы сохранят структурную целостность в течение длительного периода эксплуатации.
10. Проверка размеров и функциональности перед поставкой.
Перед отправкой каждая диафрагма проходит окончательную проверку размеров и функциональности. Измерения сравниваются с проектными спецификациями, а компоненты проверяются на правильность сборки, выравнивание лопастей и общую структурную целостность. Функциональные испытания могут включать проверку зазоров, перемещения лопастей, где это применимо, и соответствия сопрягаемым деталям турбины. Только компоненты, соответствующие всем спецификациям, допускаются к поставке производителю турбины или электростанции.
11. Документация и отслеживаемость
Важным аспектом контроля качества является ведение полной документации. Каждая партия диафрагм из углеродистой стали сопровождается записями с подробным описанием сертификатов материалов, результатами проверок, параметрами термообработки, допусками обработки, отчетами о неразрушающих испытаниях и данными механических испытаний. Прослеживаемость гарантирует, что любые проблемы, выявленные во время работы турбины, можно связать с конкретными производственными процессами, что позволяет корректирующие действия и постоянное улучшение.
12. Постоянное совершенствование и аудит процессов
Контроль качества не ограничивается отдельными проверками. Программы непрерывного совершенствования и аудиты процессов реализуются для мониторинга стабильности производства и выявления возможностей для улучшения. Статистические методы контроля процессов анализируют изменения параметров производства, а внутренние аудиты проверяют соблюдение стандартов качества. Обратная связь от операторов турбин также учитывается для совершенствования производственных процессов и обеспечения соответствия диафрагм меняющимся требованиям к производительности.
Заключение
Производство конструктивных деталей из углеродистой стали для диафрагм паровых турбин требует строгого контроля качества на каждом этапе, от выбора материала до окончательного контроля. Обеспечение того, чтобы эти компоненты обладали необходимыми механическими свойствами, точностью размеров, коррозионной стойкостью и структурной целостностью, имеет важное значение для надежной и эффективной работы паровых турбин. Внедряя комплексные меры контроля качества, производители могут снизить риск выхода из строя компонентов, оптимизировать работу турбин и продлить срок службы этих критически важных деталей.
Благодаря тщательному контролю материалов, прецизионной механической обработке, термообработке, неразрушающему контролю и окончательной проверке диафрагмы из углеродистой стали производятся в соответствии со строгими стандартами, необходимыми для современных паровых турбин. Контроль качества – это не просто процедурная формальность; это важнейший процесс, обеспечивающий безопасность, надежность и эффективность работы в одной из самых сложных инженерных сред.








